Remote camps, whether temporary or permanent, face unique challenges when it comes to waste management. The lack of access to traditional waste disposal facilities and the need for self-sufficiency make it essential to have a reliable and efficient waste management system. This is where mobile incinerators come into play. In this news, we will explore the benefits and features of mobile incinerators for remote camps, with a focus on the Containerized Mobile Incinerator offered by HICLOVER.
Introduction to Mobile Incinerators
Mobile incinerators are designed to be compact, portable, and easy to operate, making them ideal for remote camps where space and resources are limited. These incinerators can be fueled by diesel, natural gas, or LPG, and are equipped with a PLC control system that ensures efficient and safe operation. The burning rate of these incinerators can range from 5kgs to 1000kgs per hour, depending on the model and configuration.
Features of HICLOVER’s Containerized Mobile Incinerator
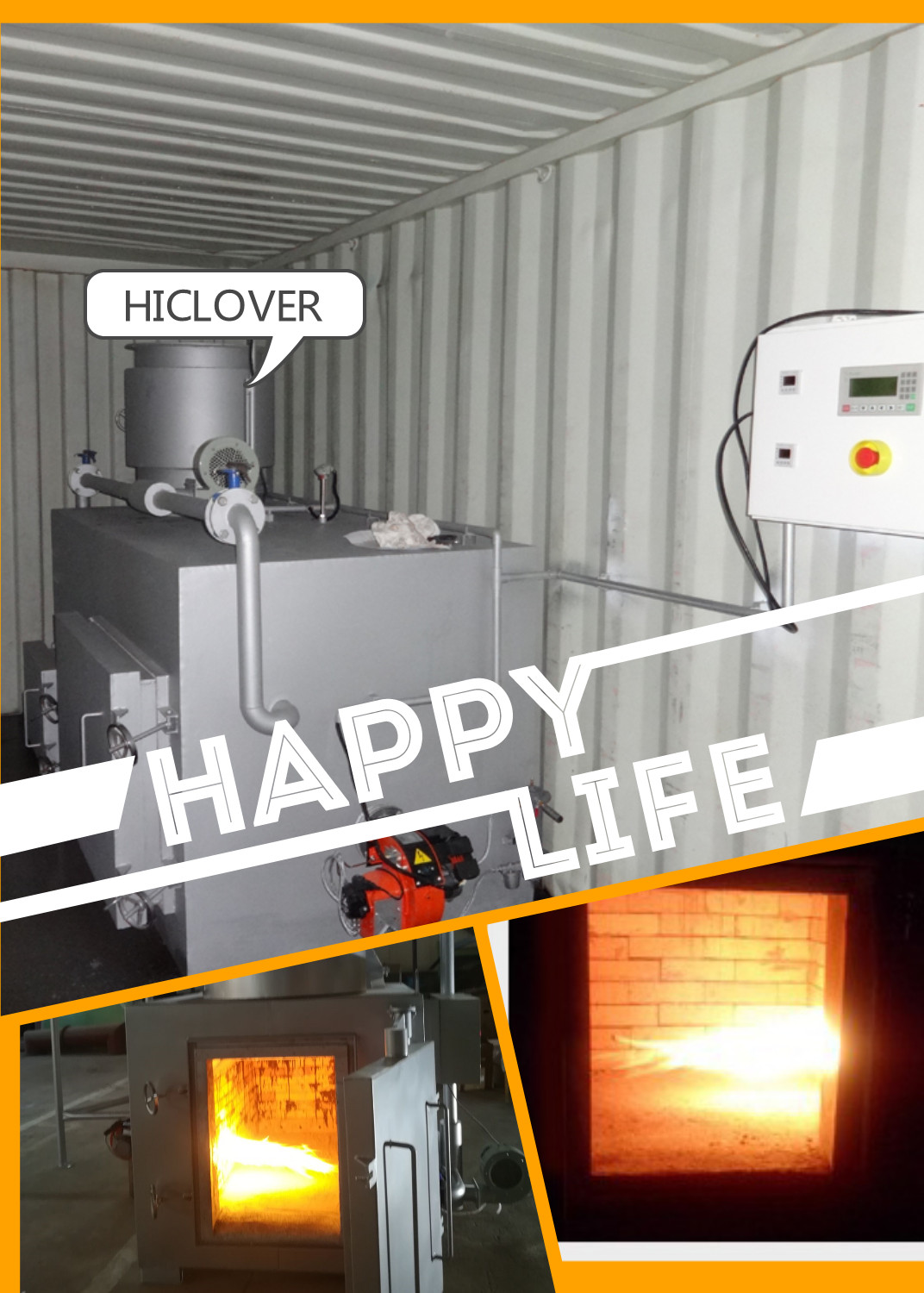
HICLOVER’s Containerized Mobile Incinerator is a top-of-the-line solution for remote camps. This incinerator is designed to be containerized, making it easy to transport and deploy. It features a top-loading system, which allows for easy feeding of waste, and a multiple combustion chamber that ensures complete combustion of waste. The incinerator is also equipped with a wet scrubber system that minimizes emissions and ensures compliance with environmental regulations.
Benefits of Mobile Incinerators for Remote Camps
Mobile incinerators offer several benefits for remote camps, including:
- Self-sufficiency: Mobile incinerators allow remote camps to manage their waste independently, without relying on external facilities.
- Space-saving: Mobile incinerators are designed to be compact, making them ideal for remote camps where space is limited.
- Efficient: Mobile incinerators are equipped with advanced technology that ensures efficient combustion of waste, reducing the risk of environmental pollution.
- Cost-effective: Mobile incinerators can help remote camps reduce their waste disposal costs by minimizing the need for transportation and external facilities.
Optional Features and Configurations
HICLOVER’s Containerized Mobile Incinerator can be customized to meet the specific needs of remote camps. Optional features include:
- Intelligent sensor: Continuously monitors the incineration process and ensures worker protection.
- High-temperature retention: Allows for complete combustion of waste and minimizes emissions.
- Intelligent save fuel function: Optimizes fuel consumption and reduces operating costs.
- Temperature monitor: Continuously monitors the temperature of the incinerator and ensures safe operation.
www.hiclover.com
Mobile incinerators are a reliable and efficient solution for waste management in remote camps. HICLOVER’s Containerized Mobile Incinerator is a top-of-the-line solution that offers advanced features and configurations to meet the specific needs of remote camps. With its compact design, efficient combustion system, and optional features, this incinerator is ideal for remote camps that require a self-sufficient and cost-effective waste management solution. For more information, please visit our website at www.hiclover.com or contact us at +86-13813931455 or sales@hiclover.com.
Contact Us
If you have any questions or would like to learn more about our Containerized Mobile Incinerator, please don’t hesitate to contact us. You can reach us by phone at +86-13813931455 or by email at sales@hiclover.com. We also have a contact form on our website that you can use to send us a message. Additionally, you can send a simple message directly to our team using our online messaging system.
Technical Requirements
If you have specific technical requirements or would like to request a quote, please visit our website at www.hiclover.com and fill out our RFQ form. Our team will review your requirements and provide you with a customized quote and solution.
Global Reach
HICLOVER has a global reach and has provided solutions to customers in Afghanistan, Somalia, Oman, East Timor, Ethiopia, Mauritius, Pakistan, Papua New Guinea, Burundi, Australia, Germany, Macau, Indonesia, Eritrea, Moldova, Netherlands, Kazakhstan, Haiti, Viet Nam, Cameroon, UAE, Kenya, Sri Lanka, Rwanda, Senegal, Mali, Thailand, America, Tanzania, Myanmar, Venezuela, Morocco, Spain, Nigeria, Equatorial Guinea, India, New Zealand, Iraq, and many other countries. Our solutions are used in a variety of industries, including oil fields, camps, war zones, crisis management sites, refugee camps, peacekeeping force camps, UN camps, WHO camps, mines, and infrastructure camps.
Comments are closed